Metalizacja
Natryskiwanie gazowe drutem litym i proszkowym
Wytwarzana temperatura ze spalania acetylenu i tlenu (2900- 3000 stopni C) topi transportowany przez podajnik drut ,a dostarczane pod ciśnieniem sprężone powietrze rozpyla stopiony drut narzucając na go na metalizowaną powierzchnie. Metodą gazową można natryskiwać materiały w postaci drutu których temp. topnienia nie przekracza 2800 stopni C, tj aluminium cynk, miedź, molibden, mosiądz, brąz, stal ST i stal kwasoodporna oraz stopy. Są to zasadniczo powłoki antykorozyjne natryskiwane na konstrukcjach ze stali zwykłej.
Natryskiwanie gazowe proszkiem
Wytwarzana temperatura ze spalania acetylenu i tlenu (2900- 3000 stopni C) topi transportowany przez podajnik proszek ,a dostarczane pod ciśnieniem sprężone powietrze rozpyla stopiony proszek narzucając go na metalizowaną powierzchnie. Metodą gazową można natryskiwać materiały w postaci proszków których temp. topnienia nie przekracza 2800 stopni C, tj aluminium cynk, miedź, molibden, mosiądz, brąz, stal ST i stal kwasoodporna, tworzywa sztuczne polietylen i polipropylen oraz stopy metali. Są to zasadniczo powłoki antykorozyjne natryskiwane na konstrukcjach ze stali zwykłej.

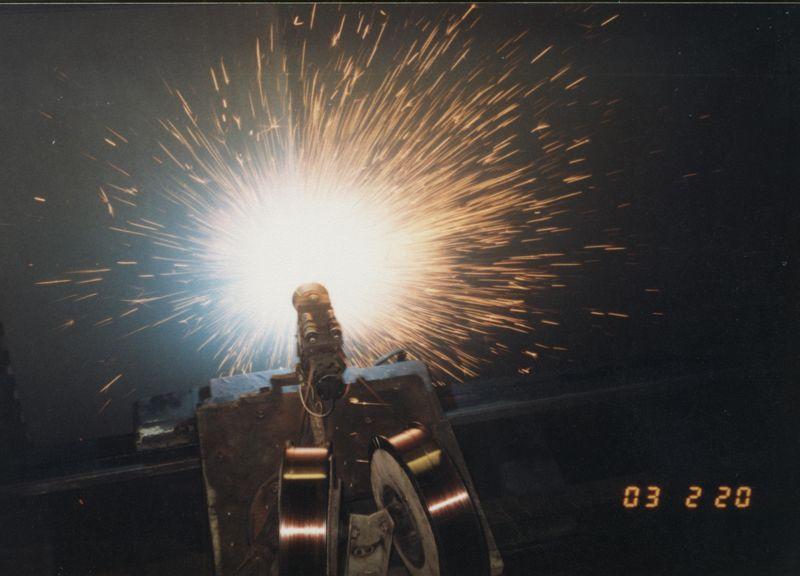
Natryskiwanie łukowe elektryczny przy użyciu drutów litych i proszkowych
Technologia ta wykorzystuje łuk elektryczny powstający z dwóch schodzących się drutów zasilanych ze specjalnego zasilacza elektrycznego. Wytwarzana temperatura (do 4000 stopni C) pozwala na przetopienie materiałów trudnotopliwych, a sprężone powietrze transportuje stopiony materiał na detal. Używane w tej technologii natrysku druty to: stal chromowa, kwasoodporna jak i miedź, brązy, cynk oraz aluminium itd. Zastosowanie tej technologii to przede wszystkim powłoki regeneracyjne – techniczne.
Możliwe własności powłok metalizowanych:
- Twardość do 55HRc
- Dobra odporność na ścieranie
- Dobra odporność korozyjna
- Możliwe natryskiwanie grubych powłok
- Powłoki antykorozyjne
- Powłoki anty iskrowe
- Powłoki ślizgowe